想要一睹(杭州)【当地】45号绗磨管42CrmO钢管源头厂家产品的风采吗?这个视频将用最直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:(杭州)【当地】45号绗磨管42CrmO钢管源头厂家的图文介绍
始终恪守“诚信为本,客户至上”的经营理念。愿以客户的要求为我们的工作起点,与时俱进,锐意进取。用人性化的设计和优良的 液压油缸管厂家、产品质量回报广大客户的选择和信任。 新策钢管有限公司是一支有着凝聚力,工作配合默契的团队,凭借雄厚的技术力量,先进的工艺装备和可靠的 液压油缸管厂家、产品质量,优良的企业文化,不断的拓展市场,引进国际先进的自动化生产设备,扩大企业的生产规模,使 液压油缸管厂家、产品走出亚洲,力求打造世界知名品牌!
【当地】45号绗磨管42CrmO钢管源头厂家")
大口径绗磨管的生产一般要讲过复杂的过程和严格的检验才能出产,因为它是用于各种机械零件的生产上,所以对于油缸管精度要求很高。随着科技的不断发展,油缸管生产工艺在不断的进步完善,对于油缸管生产效率的提高有很大的促进作用。
2019/10/6 9:24:27 点击:13
厚壁油缸管目前收到顺泽公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机行程12米,拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。
【当地】45号绗磨管42CrmO钢管源头厂家")
油缸管
性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
【当地】45号绗磨管42CrmO钢管源头厂家")
【当地】45号绗磨管42CrmO钢管源头厂家")
一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
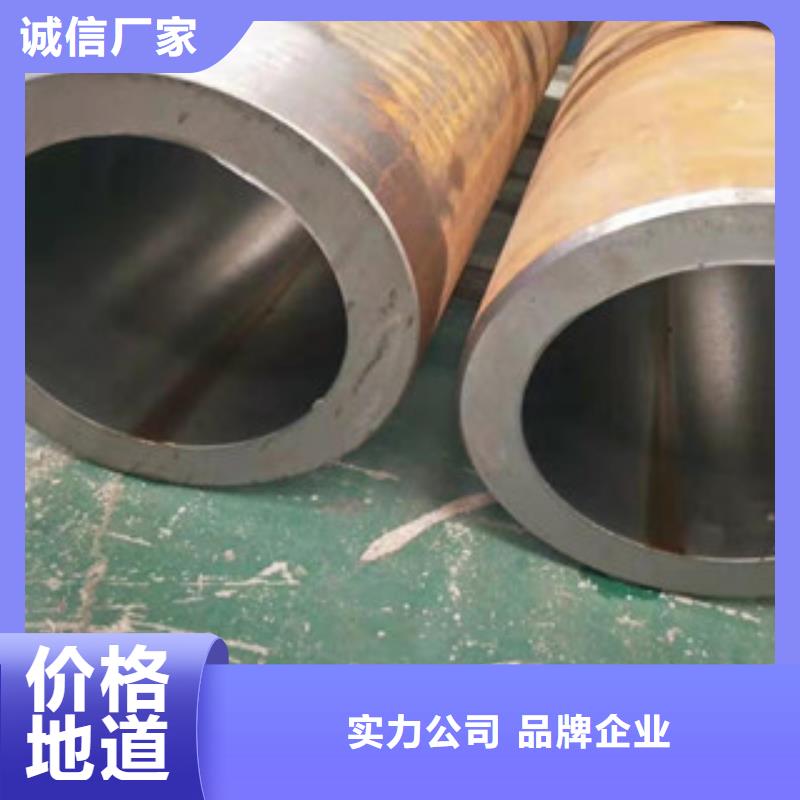
大口径厚壁绗磨管
【当地】45号绗磨管42CrmO钢管源头厂家")
【当地】45号绗磨管42CrmO钢管源头厂家")
【当地】45号绗磨管42CrmO钢管源头厂家")






 扫一扫
扫一扫